


יכולות הסיבוב המדויק שלנו מספקות דיוק יוצא דופן: דיוק ממדי (סובלנות קוטר ±0.003-0.01 מ"מ, סובלנות אורך ±0.005-0.02 מ"מ, גובה צעד ±0.01 מ"מ, סובלנות התאמה H5-H7); דיוק גיאומטרי ומיקום (עיגול 0.002-0.005 מ"מ, גליליות 0.003-0.008 מ"מ, ריכוזיות 0.005-0.01 מ"מ, ניצב 0.008-0.02 מ"מ, מקביליות 0.01-0.03 מ"מ, 0.03 מ"מ, 1-0 מ"מ); איכות פני השטח (חספוס Ra 0.2–1.6 מיקרומטר; עיבוד עיבוד מדויק Ra 0.4 מיקרומטר; סיבוב Ra 0.1–0.2 מיקרומטר מדויק במיוחד); עקביות מימדית (סטיית אצווה ±0.005 מ"מ, Cpk ≥ 1.67, יכולת 6σ יציבה); ודיוק הציוד (דיוק סיבוב הציר 0.001–0.002 מ"מ, דיוק מיקום ±0.002 מ"מ, יכולת חזרה ±0.001 מ"מ).
|
דיוק ממדי |
OD |
תְעוּדַת זֶהוּת |
T(C) |
DP |
R |
|
יחידה: ±/מ"מ |
0.002 |
0.002 |
0.002 |
0.002 |
0.002 |
|
דיוק גיאומטרי |
עֲגַלגַלוּת |
קואקסיאליות |
יוֹשֶׁר |
גליליות |
סובלנות פרופיל |
|
יחידה: ±/מ"מ |
0.002 |
0.004 |
0.002 |
0.004 |
0.002 |
|
יכולת ייצור |
1~999999 יח' |
1~999999 יח' |
1~999999 יח' |
1~999999 יח' |
1~999999 יח' |
|
מחזור ייצור |
3-20 ימים |
3-20 ימים |
3-20 ימים |
3-20 ימים |
3-20 ימים |
Sanluo Precision משתמשת בציוד מתקדם לפנייה מדויקת: מחרטות דיוק גבוה (MAZAK/DMG MORI/OKUMA; מהירות ציר של 5,000 סל"ד; אינטרפולציה של ציר C/ציר Y; דיוק של ±0.003 מ"מ); מחרטות מסוג שוויצרי (CITIZEN/STAR/TSUGAMI; יחס אורך לקוטר ≥50:1; ריכוזיות של 0.005 מ"מ); מרכזי טחנת סיבוב 5 צירים (עיבוד עיבוד בהגדרה יחידה); מיסבים הידרוסטטיים (דיוק סיבובי 0.001 מ"מ; פיצוי טמפרטורה קבועה מקורר נוזל); כלי חיתוך מיובאים (קיוסרה/מיצובישי/סנדוויק; ציפוי PVD); בדיקות לייזר (±0.001 מ"מ בדיקה תוך כדי תהליך עם פיצוי אוטומטי); ו-CMMs (0.003 מ"מ בדיקה לא מקוונת).
כיצרנית מקצועית המתמחה בעיבוד שבבי מדויק, Sanluo Precision שומרת על בקרת תהליכים קפדנית: תוכנת CAM לתכנות נתיבי כלים מדויקים, אופטימיזציה של פרמטרים וסימולציה; בקרת פרמטר מדויקת (פנייה גסה עם ap=1–3 מ"מ להסרת מלאי מהירה; סיבוב חצי גימור עם ap=0.2–0.5 מ"מ להגברת הדיוק; סיים פנייה עם ap=0.05–0.15 מ"מ כדי להבטיח דיוק ממדי); נוזל חיתוך בטמפרטורה קבועה (20 מעלות צלזיוס) כדי למזער עיוות תרמי; בדיקת מימד מלא של המאמר הראשון (ייצור אצווה מתחיל רק לאחר אימות אינטרפרומטר CMM/אור לבן); SPC (בקרת תהליכים סטטיסטית) תוך שימוש בתרשימי Xbar-R, חישוב Cpk בזמן אמת, ניתוח מגמות והתאמות מונעות; וניטור חיי הכלי (החלפה אוטומטית עם עדכוני בלאי ושווי פיצוי). אנו מספקים שירותי חריטה דיוק מקצועיים בהתאמה אישית ללקוחות גלובליים.
|
קטגוריית פרמטרים |
פרטים |
|
דֶגֶם |
Hardinge® T Series SP® |
|
יישום ליבה |
עיבוד דיוק במיוחד וחריטה קשה |
|
קיבולת כלי |
12 כלים |
|
מהירות ציר |
4,000 סל"ד, 5,000 סל"ד, 6,000 סל"ד |
|
כוח סטנדרטי |
11 קילוואט, 15 קילוואט, 26 קילוואט |
|
מידות כוללות |
אורך: 2,489 מ"מ, 3,257 מ"מ רוחב: 2,121 מ"מ, 2,312 מ"מ גובה: 2,089 מ"מ, 2,123 מ"מ |
|
משקל מכונה |
5,940 ק"ג, 7,800 ק"ג |
|
שימוש אופייני |
עיבוד חלקי עיבוד שבבי בחריטה מדויקת |
|
קטגוריית פרמטרים |
פרטים |
|
דֶגֶם |
מרכז מפנה 136CNC בדיוק גבוה |
|
מותג |
שאובלין |
|
מיקום ליבה |
משלב דיוק ויעילות גבוהים, מסוגל לבצע משימות עיבוד מדויקות קפדניות |
|
מערכת בקרת טמפרטורה |
מערכת בקרת טמפרטורת מכונה מלאה שומרת על כל הרכיבים עובדים בטמפרטורה קבועה כדי למנוע עיוות תרמי |
|
דיוק מפתח |
עגולות: 0.2 מיקרומטר; חספוס פני השטח: Ra 0.05 מיקרומטר |
|
מערכת צריח |
מצויד בצריח Sauter חדש לגמרי, דיוק מיקום עמוד הכלים: ±1 מיקרומטר |
|
דיוק בציר C |
2 שניות קשת |
|
קיבולת עיבוד שבבי |
סיבוב קשה עד HRC65, עיבוד שבבי מסגסוגת טיטניום |
|
יתרונות ליבה |
דיוק עיבוד מעולה ועקביות מעולה |
|
יישום טיפוסי |
עיבוד חלקי סיבוב מדויק |



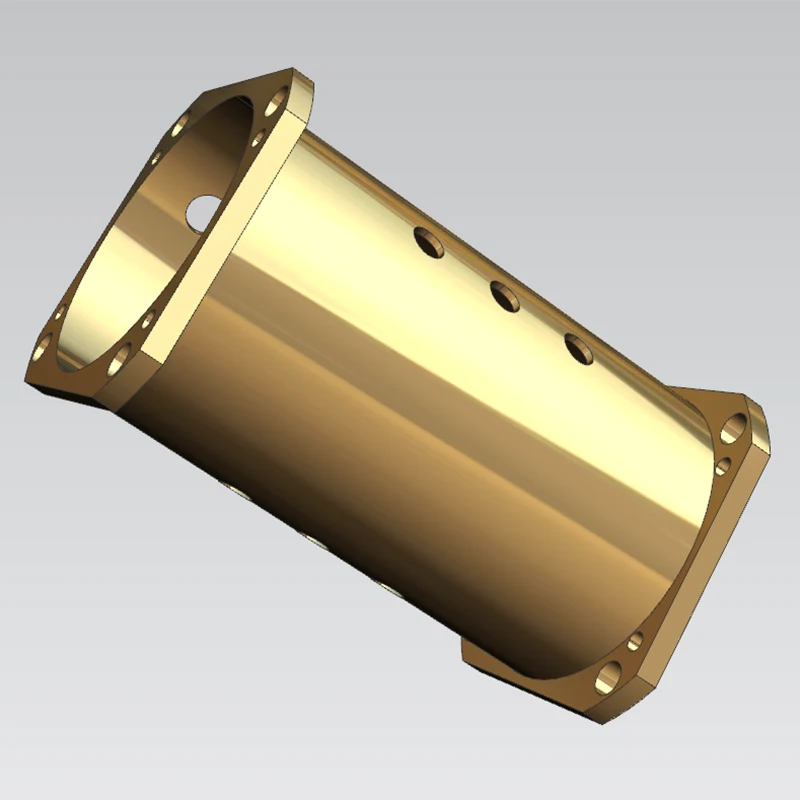
חלק עבודה: תושבת רוטור למנועים תעשייתיים מסדרה 50
חומר: סגסוגת טיטניום TC4
יישום: רכיב ליבה נושא עומס והזדווג בתוך מנועים תעשייתיים. המוצר חייב לעמוד בדרישות כפולות עבור קל משקל מבני וחוזק גבוה בעומסים מתחלפים, המחייבים בקרה קפדנית ביותר על סובלנות גיאומטרית וממדית.

מפרטי ציור: קואקסיאליות בין הקדח הפנימי הקריטי להתאמה לקוטר החיצוני חייבת להיות ≤0.02 מ"מ; כל הסיבולות הגיאומטריות שלא פורטו חייבות לעמוד בתקן GB/T 1184-h; נדרשת בקרה קפדנית גם על יציאת הקצה ועל דיוק המיקום של הפרופיל החיצוני ביחס לחריצי איתור פנימיים.
אתגרי החומר הטבועים: לסגסוגת טיטניום TC4 יש מוליכות תרמית נמוכה מאוד וגמישות/קשיחות גבוהה, וכתוצאה מכך פיזור חום איטי במהלך החיתוך. זה גורם לחומר להיות נוטה להידבקות כלי עבודה, סטיה של חלקי העבודה (דחיקת הכלי) ועיוות תרמי מקומי. פניית CNC קונבנציונלית - המונעת על ידי שגיאות מהגדרות מרובות וקשיחות כלי לא מספקת - אינה יכולה לעמוד בעקביות בדרישות סובלנות גיאומטריות ברמת המיקרון.
בעיות מיקור חוץ קודמות: הספק הראשוני השתמש בתהליך סיבוב קונבנציונלי הכולל מספר הגדרות; הקואקסיאליות חרגה באופן עקבי מהסובלנות. לאחר ההרכבה, המנועים הפגינו רמות רטט ורעש מוגזמות (עולות על ספי התכנון) הן בפעולה ללא עומס והן בפעולה עמוסה, ועבודה חוזרת ונשנית לא הצליחה להביא את החלקים לסטנדרט.
3.1. אופטימיזציה של תהליך הידוק: נטש את גישת ריבוי ההגדרות לטובת שיטת הגדרה יחידה תוך שימוש בנתון אחיד. הקוטר החיצוני, פני הקצה והקדח הפנימי המתאים מעובדים במכונה בפעולה אחת, תוך ביטול מוחלט של שגיאות הסטת נתונים הנגרמות על ידי הגדרות מרובות.
3.2. בקרת קצבת עיבוד גס: קצבת גימור אחידה של 0.2 מ"מ שמורה לכל משטחי ההזדווגות הקריטיים. זה מונע כוחות חיתוך לא מאוזנים בשלב הגימור - הנגרמים ממלאי לא אחיד - ומצמצם עוד יותר את הסיכון לדחיקת הכלים. 3.3. קירור חיתוך והתאמת פרמטרים: קירור מתזה מתמשך באמצעות נוזל חיתוך בלחץ קיצוני שנוסח במיוחד עבור סגסוגת טיטניום TC4 משמש לאורך כל התהליך כדי לפזר חום במהירות ולדכא דפורמציה תרמית. במהלך שלב הגימור, פרמטרי חיתוך מיוחדים - הכוללים מהירויות נמוכות וקצבי הזנה גבוהים - מותאמים לכלי עבודה קשיחות גבוהה, בולמי רעידות כדי להפחית את הסטייה האלסטית האופיינית לסגסוגות טיטניום.
3.4. גימור של מבנים מורכבים: מכיוון שלא ניתן ליצור חריצי איתור פנימיים וחורי הרכבה באמצעות פעולת סיבוב בודדת, מתקני איתור מותאמים אישית משמשים לעיבוד הבא; זה ממזער את שגיאות החזרה שנגרמו על ידי מתקנים ומבטיח שדיוק המיקום של החריצים והחורים הפנימיים ביחס לנתון עומד במפרטים.
ציוד בדיקה מקיף: מכונת מדידת קואורדינטות (CMM) ובודק עגולות ברמת דיוק גבוהה; 100% בדיקה של מידות קריטיות.
נתוני דיוק נמדדים: קואקסיאליות בין קטרים פנימיים וחיצוניים היא באופן עקבי ≤0.01 מ"מ; טווח קצה הפנים הוא ≤0.008 מ"מ. כל סובלנות הצורה והמיקום, כמו גם סובלנות ממדים, תואמים הן לשרטוטים ההנדסיים והן לתקן הלאומי GB/T 1184-h.
משוב על הפרויקט: דגימות אב טיפוס עברו את מבחן הקבלה של צד שלישי של הלקוח בניסיון הראשון. תושבת הרוטור הדגימה התאמה מצוינת להרכבה, ורמות הרטט והרעש של המנוע שהורכב במלואו חזרו לתקני התכנון. יחידות בייצור המוני פועלות כיום ביציבות בשטח; חוזק מבני ומדדי קל משקל עומדים בכל דרישות השימוש, מה שמוביל את הלקוח לייעד זאת כחוזה במיקור חוץ ארוך טווח עבור כל ההזמנות הבאות מאותו דגם.
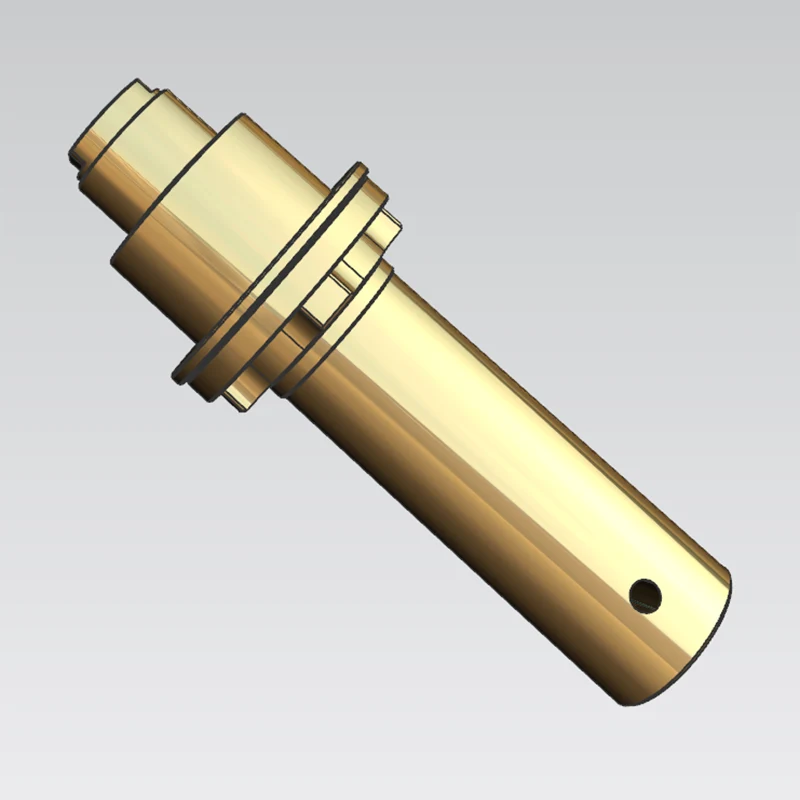
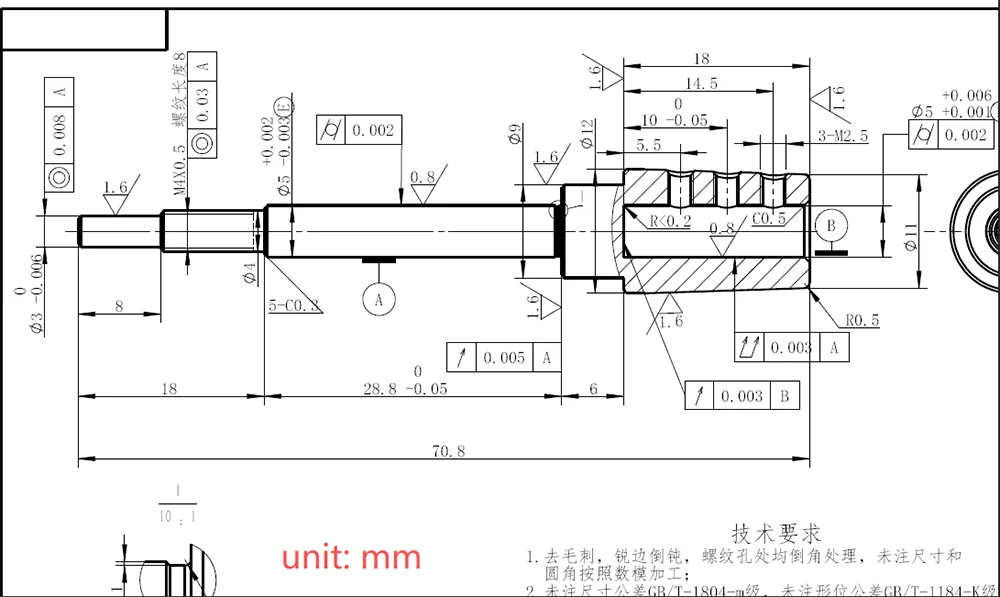
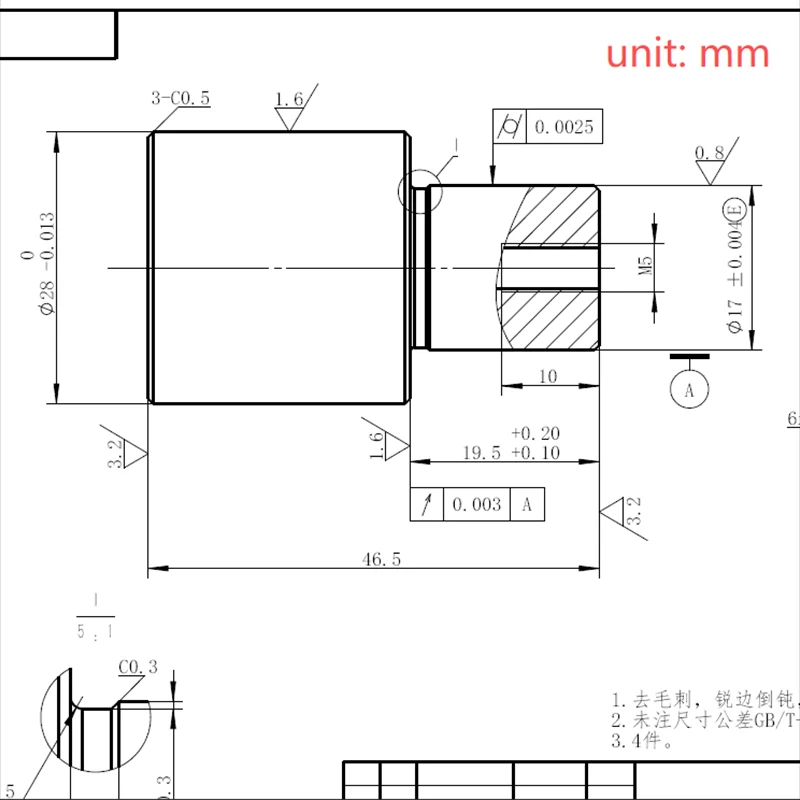
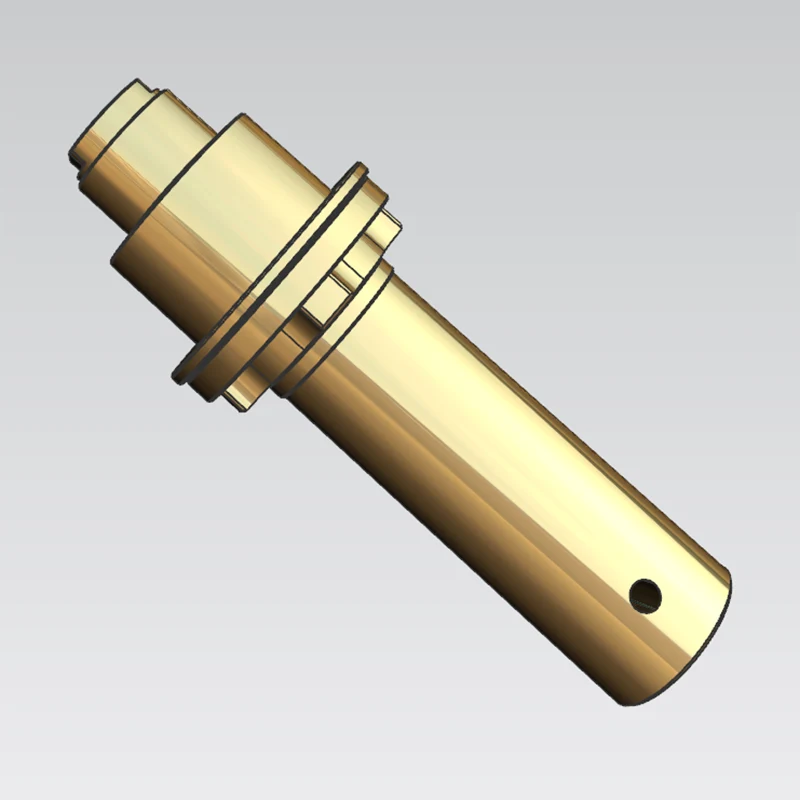
חלק עבודה: ציר הנעה מנוע תעשייתי מהיר מסדרת 70B.
חומר גלם: פלדה 40Cr מרווה ומזינה; קשיות בסיס מוגמרת של HRC 32–36.
תרחיש יישום: רכיב גל ליבה עבור תפוקת כוח סיבובית במהירות גבוהה; נתון לפעולה ממושכת, בתדירות גבוהה, במהירות גבוהה, הדורשת חוזק עייפות יוצא דופן, דיוק סיבובי וביצועי איזון דינמיים.
מפרט דיוק חובה: קואקסיאליות של מספר יומני הזדווגות קריטיים ≤0.01 מ"מ; יציאת קצה יומן ≤0.01 מ"מ. בנוסף, יש לשלוט על דיוק המיקום עבור חורי הברגה בקצה הקצה ומפתחי מפתח היקפיים ביחס לנתון היומן. אתגרים בעיבוד חומר ראשוני: לאחר כיבוי וטמפרור, קשיות המצע 40Cr גדלה, וכתוצאה מכך עמידות גבוהה לחיתוך ובלאי מהיר בכלי קרביד קונבנציונליים; במהלך חיתוך במהירות גבוהה, הפיר נוטה לעיוות הנגרם כתוצאה משחרור מתחי החיתוך והסטת הכלים הרדיאליים, מה שמוביל לאובדן דיוק הסיבוב.
נקודות כאב בעיבוד הקודם של הלקוח במיקור חוץ: הספק לשעבר השתמש בהגדרות של סיבוב מפולח והידוק מרובים, וכתוצאה מכך שגיאות קואקסיאליות מוגזמות באופן עקבי וכשל בעמידה בתקני איזון דינמיים; המנוע רטט באלימות במהלך פעולה במהירות גבוהה, ועבודה חוזרת חוזרת ונשנית לא הצליחה לפתור בעיות הקשורות לעיוות שנגרם כתוצאה מלחץ ושגיאות הידוק.
3.1. הידוק ועיבוד משולבים: מערך הידוק יחיד באמצעות נתון אחיד מאפשר עיבוד סימולטני של משטחים גליליים מרובי-שלבים וחזיתות קצה מתואמות, ומבטל בעיות הנגרמות כתוצאה מדאטונים לא עקביים בעיבוד מפולח.
3.2. אופטימיזציה של קצבת עיבוד שבבים ופינוי שבבים: קצבת גימור אחידה של 0.3 מ"מ נשמרת במהלך עיבוד גס של יומנים קריטיים; מערכת קירור פנימית בלחץ גבוה משמשת כדי לשטוף את אזור החיתוך בזמן אמת, בו-זמנית לקרר את החלק ולפנות שבבים, ובכך למנוע שריטות משני משטח ולמזער עיוות תרמי.
3.3. אסטרטגיית גימור: נבחרים כלי קרביד עדינים במיוחד וקשיחות גבוהה, ותהליך חיתוך מתקדם של הפחתת שכבות משמש לשחרור הדרגתי של מתחי חיתוך פנימיים ולשלוט בסטייה רדיאלית של הכלים, מה שמבטיח יציבות ממדית ארוכת טווח עבור רכיבי פיר ארוך.
3.4. גימור של תכונות עזר: חורים מושחלים על פני הקצה ומפתחי המפתח ההיקפיים מעובדים באמצעות מתקנים מיוחדים למיצוב קואקסיאלי המיושרים עם נתון הסיבוב של היומן, מה שמבטיח שהדיוק המיקום של מאפיינים אלה עומד בסובלנות שרטוט.
ציוד בדיקה מקיף: מכונת מדידת קואורדינטות (CMM), בודק עגולות ברמת דיוק גבוהה ובוחן איזון דינמי; בדיקה כפולה בקנה מידה מלא המכסה את שני הממדים והאיזון הדינמי. נתוני דיוק נמדדים: קואקסיאליות יומן רב-שלבית היא באופן עקבי ≤0.008 מ"מ, ויציאה צירית היא ≤0.005 מ"מ; כל הטלרנסים הגיאומטריים והמיקוםיים עומדים במפרטים, וציר הרוטור עובר את מבחן האיזון הדינמי הראשוני ללא צורך באיזון מחדש.
משוב על יישום הפרויקט: אבות טיפוס עברו את בדיקת הקבלה בניסיון הראשון, ורמות הרטט והרעש במהלך פעולה במהירות גבוהה עומדות בתקנים הלאומיים עבור מנועים תעשייתיים; פירים המיוצרים באצווה אינם מראים עיוות הנגרם מלחץ או בלאי חריג במהלך הפעולה, כאשר חוזק ויציבות סיבובית עומדים בדרישות שירות ארוכות טווח, מה שמוביל לשותפות ארוכת טווח במיקור חוץ עם הלקוח.
כתובת
מחוז גואנגמינג, העיר שנזן, מחוז גואנגדונג, סין
אימייל









